




随着CAD/CAM系统软件功能的不断增强、数控机床性能的不断提高,CAM技术得到了飞速的发展。同时,新材料、新刀具的应用、数控加工和切削理论的不断发展,以及对产品高质量、低成本、缩短制造周期日益增强的追求,也给CAM技术提出了更高的要求。
NX软件摆脱了“图板”设计、实现“数字化”设计和制造,而且模具设计和制造技术不断提高,模具CAD实现了基于UG_Teamcenter的PDM 平台下的三维实体设计及流程和数据管理,向下为CAPP 和ERP发布数据信息。
CAM技术发展所取得的经验和成果,成为了一系列数控加工编程规范。这些CAM规范,把经验变为了知识,规范了工作程序,促进了CAM工作质量的提高,但在编程规范的实际执行中,存在着对数控加工编程规范执行不严格的现象,而且由于人员技术水平的差异,对规范理解的不同,也造成规范执行上的一些偏差,影响了编程质量和数控加工效率。针对暴露的问题,为了进一步规范和指导CAM工作,在完善和发展CAM编程规范的基础上, 倡导通过建立NX编程模板的方式,从而提高工作质量和效率,提升整体CAM技术水平。与以前不同的是,这不是把一些条条框框写在纸上,而是用建立数控编程样板文件的方式,把各种数控加工方式、常用刀具库、各种加工参数、NX编程操作和相应的数控加工编程规范化。
二、完成的工作内容
这项工作的要求就是根据实际情况、以及精细化加工的要求,把经常用到的几种加工方式、各种经验加工参数、刀具和加工操作按编程规范的要求集成在NX文件中,形成数控编程样板文件。
主要完成以下工作内容:
1.在NX样板文件中,针对典型零件的不同的加工特点,制定不同的加工操作和加工方式:
例如,铸件型面的固定轴仿型加工,它考虑了铸件的泡沫铸实型经过数控加工,有加工余量相对比较均匀等特点,沿型面仿型加工,而改善加工工艺性可通过UG软件提供灵活的驱动方式来解决,驱动方式主要采用Curve\Point、Boundary、Area Milling、Surface Area、Flow Cut 等;像板料、锻造毛坯的零件,有加工余量大、余量不均匀的特点,对粗加工要求较高,可利用NX的Cavity加工操作,实现等高加工,满足开粗要求。
本NX编程模板文件以NX的加工编程操作和NX的编程管理为主线,有五大部分:编程归类、刀具制做、加工对象选择、加工方式和加工编程操作。
各部分又包含了各自相应的内容:
(1)编程归类:根据加工形状和特点,大致分成象型面加工、轮廓加工、孔加工等程序类型。
(2)刀具制作:是把常用的刀(象球头刀、端铣刀等)按规范的要求进行制定,并在进入NX_manufacturing 加工模块能自动建立好。
(3)加工对象选择:主要是对选择的加工坐标系和加工几何体按规范要求理顺好关系、简化界面,以达到减少失误、操作方便的目的。
(4)加工方式:根据数控加工工艺及编程规范要求,定义了泡塑加工、粗加工、半精加工、精加工四种加工方式。
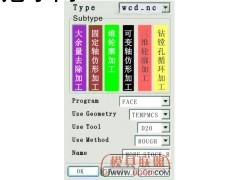
(5)加工编程操作:针对不同材料、不同特征、不同毛坯来源的零件,把经常用到的加工编程方法进行归纳分类,提前做在NX文件中,以便规范和指导编程。主要归纳了六种数控编程加工方法:大余量去除加工、固定轴仿形加工、二维轮廓加工、可变轴仿形加工、三维轮廓加工和钻镗孔循环加工等。
2.各种加工参数的确定和输入,并使之固化,在以后的编程工作中不再重复输入。这里主要有两方面的内容:一是指加工切削参数,象进给量、主轴转速、走刀方式、布距、切削方向等;二是指NX产生程序所需的条件和控制选项,象驱动方式、投射方向、刀轴方向、机床控制、显示方式等。对这些参数和选项按规范的要求确定好后,在以后的编程工作中不需要再次输入,既节省了时间,又减少了出错的机会。
3.刀具的制作:把常用的刀具参数按规范的要求输入,所谓规范的要求,是指编程用的刀具尺寸(经验尺寸)可能与实际加工用的刀具尺寸不一致,以修正加工中的各种不利因素带来的误差。进入NX加工环境后,将自动生成这些刀具,编程时直接调用就可以了。
4.为了使工作界面清晰易辩,又制作了各种图标,放在Ugii_env.dat文件中变量UGII_BITMAP_PATH指定的文件夹中,与建立的各项内容相对应。
5.把建立的NX编程模板文放到Template_part\metric文件夹中。设置并修改NX中的有关加工环境文件,利用NX的开放功能,把做的UG编程样板文件和相关文件信息集成到NX软件中.象用Ugii_env.dat文件中的UGII_BITMAP_PATH 和UGII_CAM_RESOURCE_DIR指定图标和CAM_RESOURCE路径等。
在cam_general.opt文件中用 ${UGII_CAM_TEMPLATE_PART_METRIC_DIR}对样板文件进行指定。
js_op="" style="line-height: 21px; word-wrap: break-word; color: rgb(68, 68, 68); font-family: Tahoma, 'Microsoft Yahei', Simsun; text-align: -webkit-auto; ">
三、实现的功能/ v/ p- N0 B; o; V9 E/ s$ X! K
当选择使用NX_Manufactuing模块进行编程时,选择编程模板文件进行初始化,系统进入NX加工编程环境后,将自动生成样板建立和规定的各项内容 ,编程需要的各种“建立、输入”等操作将会省去和简化,只是根据不同的毛坯形式、材料、加工部位形状、工艺性和质量要求等不同条件下制定的CAM方案,从NX模板中“选择”—选择程序类别、刀具、加工对象、加工方式和编程操作等。 在程序生成时,对于不同加工类型的编程操作只改动三四个参数就可以了,在模板中固化的参数将自动继承,不必再重复输入,节省了编程时间,减少了出错的机会。$
四、结论
项目完成后,把编程规范和先进的经验集成在一起,更好地保证了工作质量,提高了工作效率。由于模板中的各种加工编程方法及相应的加工参数已经固化。在程序制作时,根据加工几何体的形状、毛坯情况、加工规范要求等在NX编程模板中选择合理的加工方式,样板中固化的参数将自动继承,不必再重复输入,节省了时间,又减少了出错的机会,同时保证了程序的规范化,提高了数控编程的质量和效率。
3.刀具的制作:把常用的刀具参数按规范的要求输入,所谓规范的要求,是指编程用的刀具尺寸(经验尺寸)可能与实际加工用的刀具尺寸不一致,以修正加工中的各种不利因素带来的误差。进入NX加工环境后,将自动生成这些刀具,编程时直接调用就可以了。
4.为了使工作界面清晰易辩,又制作了各种图标,放在Ugii_env.dat文件中变量UGII_BITMAP_PATH指定的文件夹中,与建立的各项内容相对应。
5.把建立的NX编程模板文放到Template_part\metric文件夹中。设置并修改NX中的有关加工环境文件,利用NX的开放功能,把做的UG编程样板文件和相关文件信息集成到NX软件中.象用Ugii_env.dat文件中的UGII_BITMAP_PATH 和UGII_CAM_RESOURCE_DIR指定图标和CAM_RESOURCE路径等。
在cam_general.opt文件中用 ${UGII_CAM_TEMPLATE_PART_METRIC_DIR}对样板文件进行指定。
三、实现的功能/ v/ p- N0 B; o; V9 E/ s$ X! K
当选择使用NX_Manufactuing模块进行编程时,选择编程模板文件进行初始化,系统进入NX加工编程环境后,将自动生成样板建立和规定的各项内容 ,编程需要的各种“建立、输入”等操作将会省去和简化,只是根据不同的毛坯形式、材料、加工部位形状、工艺性和质量要求等不同条件下制定的CAM方案,从NX模板中“选择”—选择程序类别、刀具、加工对象、加工方式和编程操作等。 在程序生成时,对于不同加工类型的编程操作只改动三四个参数就可以了,在模板中固化的参数将自动继承,不必再重复输入,节省了编程时间,减少了出错的机会。$
四、结论
项目完成后,把编程规范和先进的经验集成在一起,更好地保证了工作质量,提高了工作效率。由于模板中的各种加工编程方法及相应的加工参数已经固化。在程序制作时,根据加工几何体的形状、毛坯情况、加工规范要求等在NX编程模板中选择合理的加工方式,样板中固化的参数将自动继承,不必再重复输入,节省了时间,又减少了出错的机会,同时保证了程序的规范化,提高了数控编程的质量和效率。
服务咨询
联系人:青华赵佩
手机:13113136147
电话:0769-89789761
传真:0769-85311156
邮箱:zp@uggd.com
QQ:1739000611
MSN:zp@uggd.com
更多培训详情登陆:模具联盟:http://www.uggd.com
UG网:http://bbs.uggd.com
模具视频网:http://v.uggd.com
模具人才网:http://hr.uggd.com
模具培训:http://tra.uggd.com
模具求学网:http://study.uggd.com
NX技术学会:http://nx.uggd.com
模具任务网:http://task.uggd.com
网络研讨会:http://www.uggd.com/webinar
地址:东莞长安S358省道厦岗路段——青华科技
乘车路线:在长安车站坐7路306路308路302路67路公交到厦岗环球石材斜对面青华科技下车即可
各省市→广州火车站→转乘汽车到长安车站下车,长安车站转乘306/308路公交车到厦岗环球站下车
各省市→东莞火车站→转乘至虎门的汽车(208路公车),到长安厦岗环球站下车
深圳沙井、公明、松岗、宝安、龙岗→虎门方向(南头B路或长58路),到长安厦岗环球站下车
东莞桥头、清溪、常平、塘厦、樟木头→虎门方向,长安厦岗环球站下车
东莞汽车南站→长安112路/K2(走高速),长安厦岗环球下车
长安汽车北站→乘坐306/308/313/302路公车,到长安厦岗环球站下车